
 پرینتر سه بعدی
پرینتر سه بعدی پرینتر رزینی
پرینتر رزینی پرینتر FDM فیلامنتی
پرینتر FDM فیلامنتی پرینتر سه بعدی کریلیتی
پرینتر سه بعدی کریلیتی پرینتر سه بعدی آنت
پرینتر سه بعدی آنت اسکنر سه بعدی
اسکنر سه بعدی برش لیزر و حکاکی لیزر
برش لیزر و حکاکی لیزر فیلامنت
فیلامنت ایسان PLA
ایسان PLA یوسو طرح جدید PLA
یوسو طرح جدید PLA فیلامنت پارت آیتک
فیلامنت پارت آیتک یوسو طرح قدیم
یوسو طرح قدیم آنت
آنت کریلیتی
کریلیتی استپر موتور ها
استپر موتور ها اتصالات مکانیکی
اتصالات مکانیکی بردهای کنترلی
بردهای کنترلی ماژول ها و درایور های الکترونیکی
ماژول ها و درایور های الکترونیکی قطعات و تجهیزات الکترونیکی
قطعات و تجهیزات الکترونیکی اکسترودر و نازل پرینتر سه بعدی
اکسترودر و نازل پرینتر سه بعدی قطعات و لوازم جانبی
قطعات و لوازم جانبی قطعات مکانیکی و انتقال نیرو
قطعات مکانیکی و انتقال نیرو نمایشگر و ال سی دی ( LCD )
نمایشگر و ال سی دی ( LCD ) تخفیفات ویژه
تخفیفات ویژه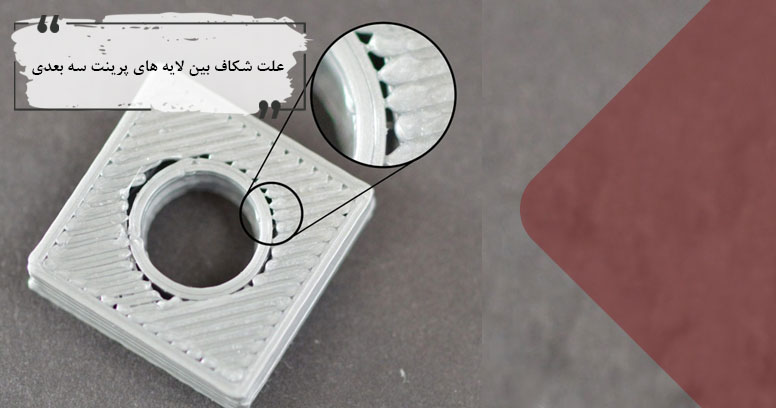
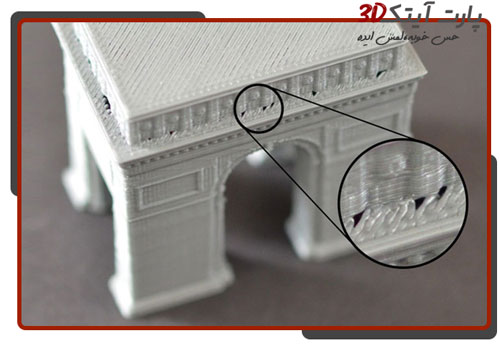
مشکل شکاف بین لایه های پرینت سه بعدی
هنگام ساخت یک قطعه پرینت سه بعدی، هر لایه در بالای لایه زیر ساخته می شود. با این حال، میزان پلاستیک استفاده شده در چاپ نیز مهم است، بنابراین باید تعادلی بین مقاومت زیرلایه و مقدار پلاستیک استفاده شده وجود داشته باشد. اگر پایه به اندازه کافی قوی نباشد، ممکن است با شکاف بین لایه های پرینت سه بعدی مواجه شویم. این مشکل اغلب در گوشهها یا جایی که اندازه قطعه تغییر میکند، مشاهده کنیم (مثلاً اگر یک مکعب 20 میلیمتری را روی یک مکعب 40 میلیمتری چاپ کنید). وقتی برای پرینت به سایز کوچکتر میروید باید مطمئن شوید پایه استحکام خوبی دارد تا از دیواره های جانبی مکعب 20 میلی متری پشتیبانی کند. دلایل متعددی برای این پایه های ضعیف وجود دارد که در زیر به طور جداگانه به آن ها پرداخته ایم و تنظیماتی را که می توان در نرم افزار Simplify3D برای بهبود کیفیت چاپ و رفع این مشکل استفاده کرد را عنوان کردیم :
مشکل شکاف بین لایه های پرینت سه بعدی
اندازه ی محیط قطعه کافی نیست.
افزودن دیوارهای محیطی بیشتر به یک قطعه می تواند استحکام پایه را تا حد زیادی بهبود بدهد از آنجایی که فضای داخلی قطعات پرینت شده معمولا توخالی است، ضخامت دیواره های محیطی تاثیر قابل توجهی دارد. از قسمت “Edit process settings” وارد بخش تب لایه ها شوید اگر قبلا این قطعه را با دو دیواره محیطی پرینت کردید ، حال با 4 دیوار چاپ کنید و چک کنین که آیا مشکل شکاف بین لایه های پرینت سه بعدی از بین رفت یا خیر.
»»»» محصول پیشنهادی : برای مشاهده محصولات اسکنر سه بعدی کلیک کنید.
لایه های بالایی کافی نیستند.
یکی دیگر از علت های مرسوم پایه ی صعیف ، عدم وجود لایه های جامد کافی برای سطوح بالای قطعه است سقف نازک نمی تواند فشار سازه های چاپ شده روی آن را تحمل کند. برای دسترسی به این تنظیمات از قسمت Edit Process Settings به تب Layer بروید. به عنوان مثال، اگر قبلاً فقط دو لایه بالایی را چاپ کرده اید. همان قسمت را با 4 لایه رویی چاپ کنید و ببینید استحکام پایه افزایش می یابد یا خیر.
درصد Infill بیش از حد کم است.
p>آخرین تنظیمی که باید کنترل کنید، درصد infill استفاده شده است که با یک اسلایدر در زیر Process settings یا در زیر Infill tab نشان داده می شود. لایههای بالایی روی Infill چاپ میشوند، بنابراین مهم است که به اندازه کافی برای لایههای بالایی، Infill داشته باشیم. مثلا اگر قبل با 20 درصد Infill قطعه را چاپ کردید حال آن را به 40 درضد زیاد کنید و نتیجه را بررسی کنید.
»»»» محصول پیشنهادی : برای خرید قطعات پرینتر سه بعدی کلیک کنید.

فاصله بین لایه های داخلی و خارجی قطعه
بررسی علت شکاف بین لایه ی داخلی و خارجی قطعه پرینت شده
فاصله بین سطح بالایی و سطح ناحیه اطراف یک مشکل اساسی در چاپ سه بعدی است. البته این مشکل در پرینتر سه بعدی قدیمی رایج بود و امروزه با پیشرفت در این زمینه چنین مشکلاتی کمتر شده است. علاوه بر این، با بهبود کیفیت فیلامنت، خطاهای ترک و فضای خالی در پرینت سه بعدی نیز بهبود یافته است، البته مشکل همچنان وجود دارد و آزاردهنده است.
مهمترین عاملی که باعث ایجاد شکاف بین لایه های داخلی و خارجی پرینت سه بعدی می شود، مشخص نکردن میزان مناسب همپوشانی پرکننده است. با فرض اینکه این عدد به دلیل خطا صفر باشد، نرم افزار slice به چاپگر سه بعدی می گوید که دو لایه چاپی با هم تماس ندارند! دلیل دیگر ترتیب سطوح است. اگر نرم افزار پرینتر سه بعدی را طوری تنظیم کنید که ابتدا لایه محیطی را با وضوح بالا چاپ کند. همپوشانی لایه داخلی مشکل می شود و شکاف ایجاد می شود. در ادامه به بررسی کامل عوامل ایجاد کنندهخ مشکل شکاف لایه ی داخلی و خارجی پرینت سه بعدی بررسی میکنیم :
-
ضریب روی هم قرارگیری لایه داخلی (infill overlap):
تنظیم نامناسب مقدار لایه گذاری داخلی،مهمترین علت شکاف است. اگر نرم افزار slicer امکان تنظیم infill overlap را ارائه می دهد، مقدار آن را بسته به مدل سه بعدی افزایش دهید:
در نرم افزار Cura عدد تراکم داخلی به صورت پیش فرض روی 15% تنظیم شده است که بهتر است تا 30% افزایش یابد. در نرم افزار Simplify3D; باید به Edit Process Settings > Infill > Outline Overlap بروید و مقدار آن را افزایش دهید. این گزینه ارتباط مستقیمی با عرض اکسترودر دارد، بنابراین درصدی که انتخاب می کنید درصدی از اندازه اکسترودر در نرم افزار خواهد بود. اگر مقدار آن کمتر از 50 درصد باشد بهتر است در غیر این صورت اثرات منفی شکاف در لایه بیرونی پرینت سه بعدی را مشاهده خواهید کرد.
محصول پیشنهادی : برای خرید ماژول لیزر 80 وات کلیک کنید.
-
تقدم چاپ لایه ها پرینت سه بعدی:
بهتر است ابتدا لایه های داخلی پرینتر سه بعدی را پرینت بگیرید و سپس قسمت بیرونی مدل را بسازید. اگر مدلی با دیوار نازک دارید، امکان دارد بافت داخلی با ظاهری نامطلوب قابل مشاهده باشد. اگر این اتفاق افتاد، بهتر است ترتیب چاپ قسمت بیرونی و لایه متراکم داخلی را تغییر دهید. فرض کنید در نرم افزار Cura در قسمت تنظیمات بررسی کنید که چک باکس Infill prints to perimeters فعال نباشد.
- افزایش دمای اکسترودر: با توجه به پیشرفتها و تنوعی که متریال های جدید فیلامنت پیدا کرده اند، هر کدام شرایط دمایی متفاوتی خواهند داشت. بهتر است با چند بار چاپ آزمایشی دمای نازل را ۵-۱۰ درجه سانتیگراد افزایش دهید تا دمای بهینه را بدست آورید.
-
کاهش سرعت پرینتر سه بعدی:
آیا شما هم از آن دسته افرادی هستید که برای به پایان رساندن کار عجله دارید؟! اما اگر پرینت به درستی کالیبره نشود، چاپ با سرعت بالا می تواند مشکلات مختلفی را به همراه داشته باشد. بهتر است سرعت چاپگر سه بعدی را کاهش دهید تا فاصله ای بین لایه داخلی و خارجی ایجاد نشود.
سخن آخر
در بالا به علت شکاف بین لایه های پرینت سه بعدی شده اشاره کردیم و به راه حل های آن در نرم افزار های مختلف اشاره کردیم. اگر مشکلات دیگری برای پرینت خود دارید میتوانید با ما در ارتباط باشید :