
 پرینتر سه بعدی
پرینتر سه بعدی پرینتر رزینی
پرینتر رزینی پرینتر FDM فیلامنتی
پرینتر FDM فیلامنتی پرینتر سه بعدی کریلیتی
پرینتر سه بعدی کریلیتی پرینتر سه بعدی Two Trees
پرینتر سه بعدی Two Trees پرینتر سه بعدی آنت
پرینتر سه بعدی آنت اسکنر سه بعدی
اسکنر سه بعدی برش لیزر و حکاکی لیزر
برش لیزر و حکاکی لیزر فیلامنت
فیلامنت ایسان PLA
ایسان PLA یوسو طرح جدید PLA
یوسو طرح جدید PLA فیلامنت پارت آیتک
فیلامنت پارت آیتک یوسو طرح قدیم
یوسو طرح قدیم آنت
آنت کریلیتی
کریلیتی استپر موتور ها
استپر موتور ها اتصالات مکانیکی
اتصالات مکانیکی بردهای کنترلر
بردهای کنترلر برد آردوینو
برد آردوینو برد MANTA و SKR
برد MANTA و SKR برد MKS
برد MKS برد 32 بیتی
برد 32 بیتی برد شیلد و رمپس
برد شیلد و رمپس ماژول ها و درایور های الکترونیکی
ماژول ها و درایور های الکترونیکی قطعات و تجهیزات الکترونیکی
قطعات و تجهیزات الکترونیکی اکسترودر و نازل پرینتر سه بعدی
اکسترودر و نازل پرینتر سه بعدی قطعات و لوازم جانبی
قطعات و لوازم جانبی قطعات مکانیکی و انتقال نیرو
قطعات مکانیکی و انتقال نیرو نمایشگر و ال سی دی ( LCD )
نمایشگر و ال سی دی ( LCD ) تخفیفات ویژه
تخفیفات ویژه
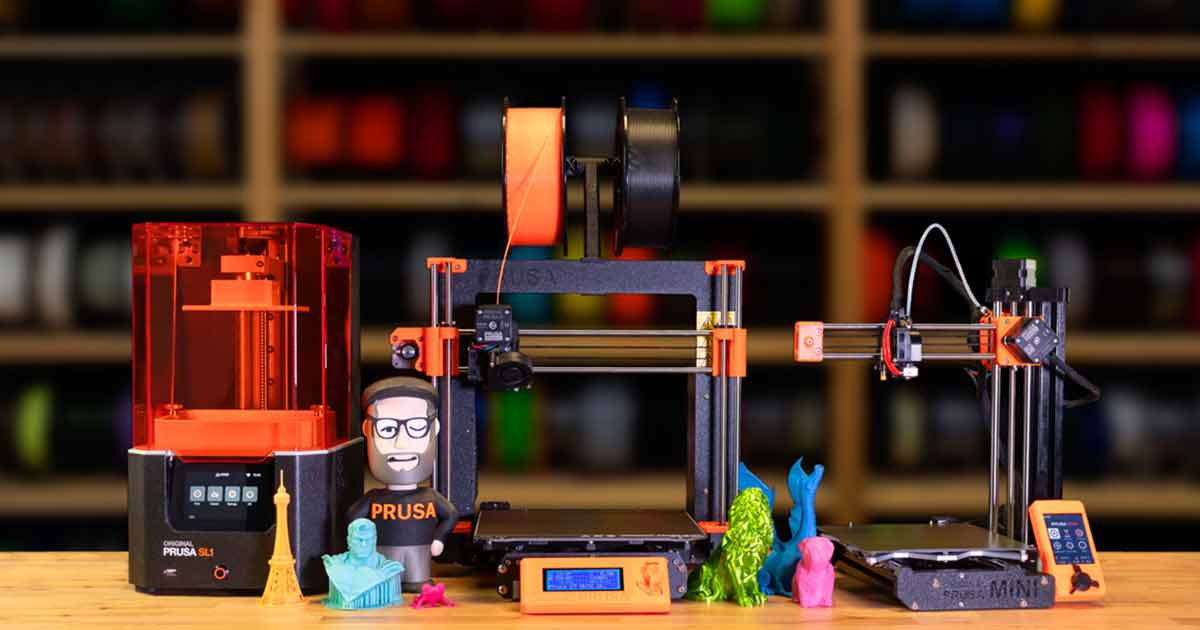
انواع روش ها و متریال پرینت سه بعدی
متریال پرینت سه بعدی به صورت روش های مختلفی صورت می گیرند که هر کدام مربوط به یک فعالیت می باشند ولی سه روش کلی مورد استفاده که بیشترین کاربرد را دارد به شرح زیر می باشد.
- FDM که برای ساخت قطعات پلیمری مورد استفاده قرار می گیرد.
- SLA , DLP که برای ساخت قطعات کوچک مورد استفاده قرار می گیرد.
- SLS که برای ساخت قطعات فلزی مورد استفاده قرار می گیرد.
با ورود به صفحه اصلی پارت آیتک میتوانید انواع محصولات ما از جمله پرینتر سه بعدی، اسکنر سه بعدی، فیلامنت و… را مشاهده نمایید.
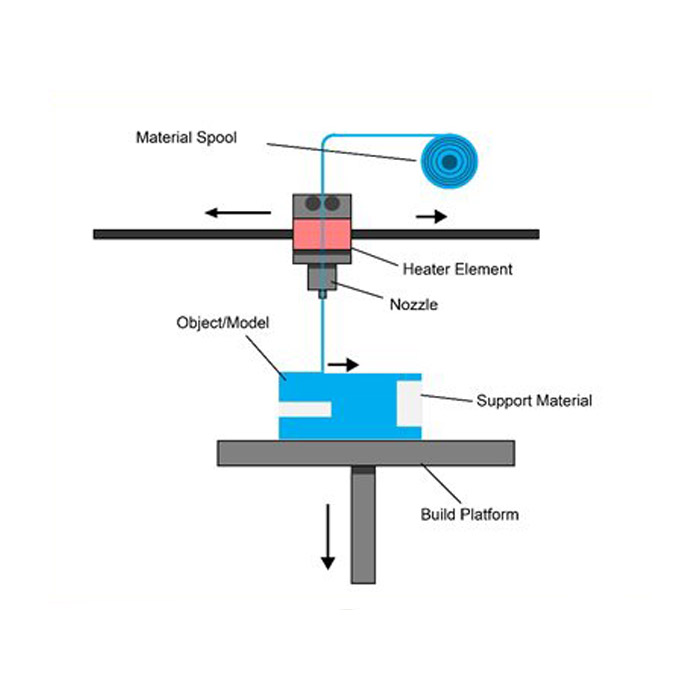
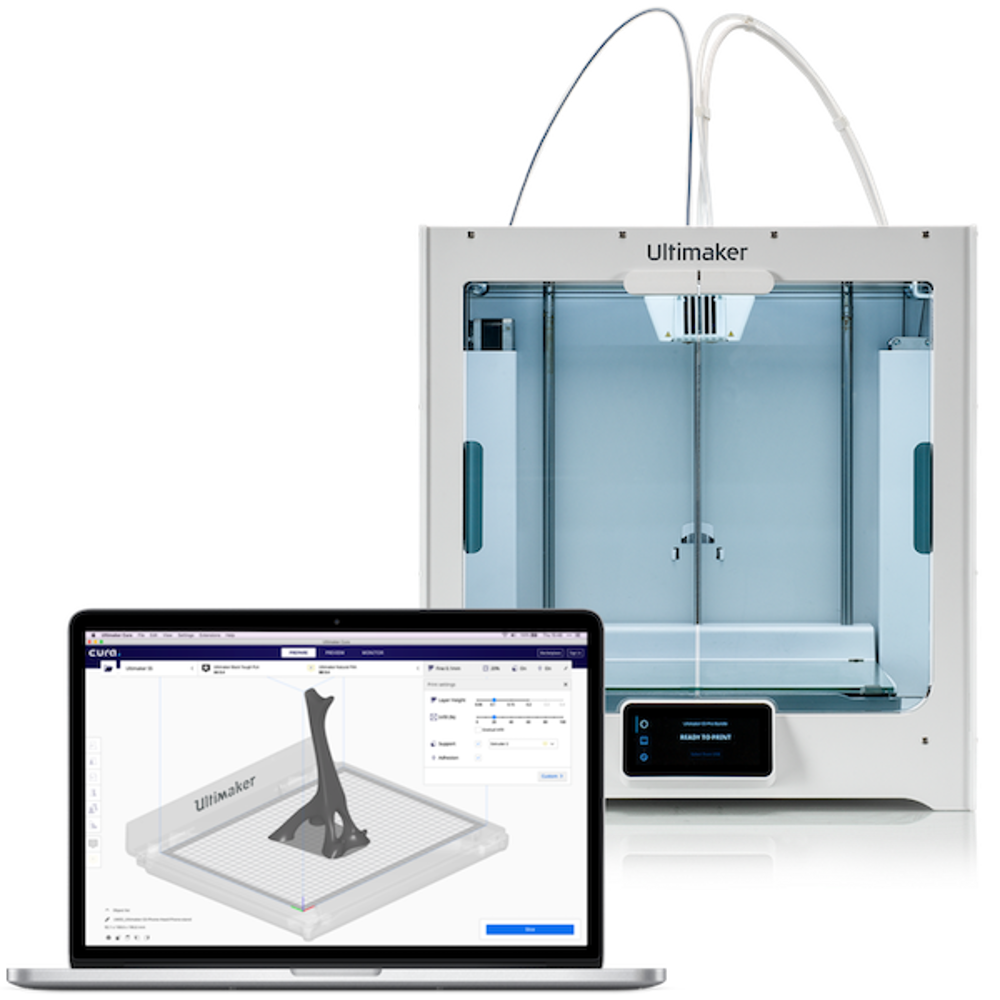
روش FDM :
رایج ترین و محبوبترین روشی که در سال ۱۹۹۲ اختراع شد و از آن زمان تا کنون برای تولید نمونه های اولیه در متریال پرینت سه بعدی مورد استفاده قرار گرفته است. این روش بسرعت تبدیل به مقرون به صرفه ترین و سریع ترین روش برای تولید قطعات سفارشی تبدیل شده است و برای مدل های مفهومی و برقراری ارتباط بین طراحی و نمونه نهایی بسیار مناسب است.
نیز برای تولید قطعات بدون اینکه برای ساخت قالب آن زمان و هزینه زیادی را هدر دهد به کار می رود. پرینترهایی که با این روش کار می کنند با استفاده از یک فیلمانت ترموپلاستیک تغذیه میکنند که با ذوب کردن فیلمانت و سپس اکسترود کردن آن قطعه سه بعدی را به صورت لایه به لایه تشکیل می دهد.
این روش به این صورت انجام می پذیرد که پس از طراحی فایل سه بعدی قطعه مورد نظر با نرم افزارهای سه بعدی می بایست فایل مربوطه را با فرمت STL که مناسبترین فرمت قابل شناسایی برای پرینتر سه بعدی می باشد را ذخیره و سپس فایل را به پرینتر منتقل کنیم. حال دستگاه به محض یافتن و خواندن فایل شروع به ساخت قطعه سه بعدی به صورت لایه به لایه می کند. برای ساخت لایه ها، مواد پلاستیکی به نازل اکستروژن انتقال داده شده و این نازل با ذوب کردن مواد، آنها را بر روی صفحه ساخت اکسترود می کند.
در این روش ابعاد قطعه در مختصات x,y,z توسط پایه و نازل در هنگام پرینت به دقت کنترل می شود و نازل حرکت افقی و عمودی را برای رسم مقطع قطعه مورد نظر بر روی صفحه ساخت طی می کند. این لایه که از پلاستیک سخت می باشد، بلافاصله به لایه زیر چسبیده و هنگامی که لایه کامل می شود نازل برای ساخت لایه بعدی حرکت می کند.
زمان پرینت قطعه بستگی به ابعادی که در حال تولید است دارد، اشیاء کوچکتر و اجسام با طول بیشتر ولی ضخامت کم را به سرعت می توان پرینت کرد ولی اشیائی که دارای ابعادی بزرگتر و پیچیدگی هستند با کاهش سرعت دستگاه باعث طولانی تر شدن زمان آن می گردند.
FDM در مقایسه با روش های SLA و SLS نسبتاً کند می باشد ولی در صنایع هوافضا ، خودروسازی، پزشکی و صنعت بسیار کاربرد دارد. از مزیت های این روش می توان به آزادی در طراحی قطعات ، تولید قطعات سفارشی با عملکرد و مقاومت بالا و ساخت نمونه ها بدون نیاز به قالب سازی و هزینه پائین اشاره کرد.

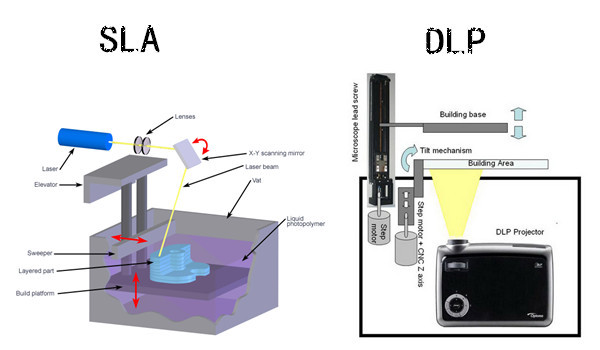
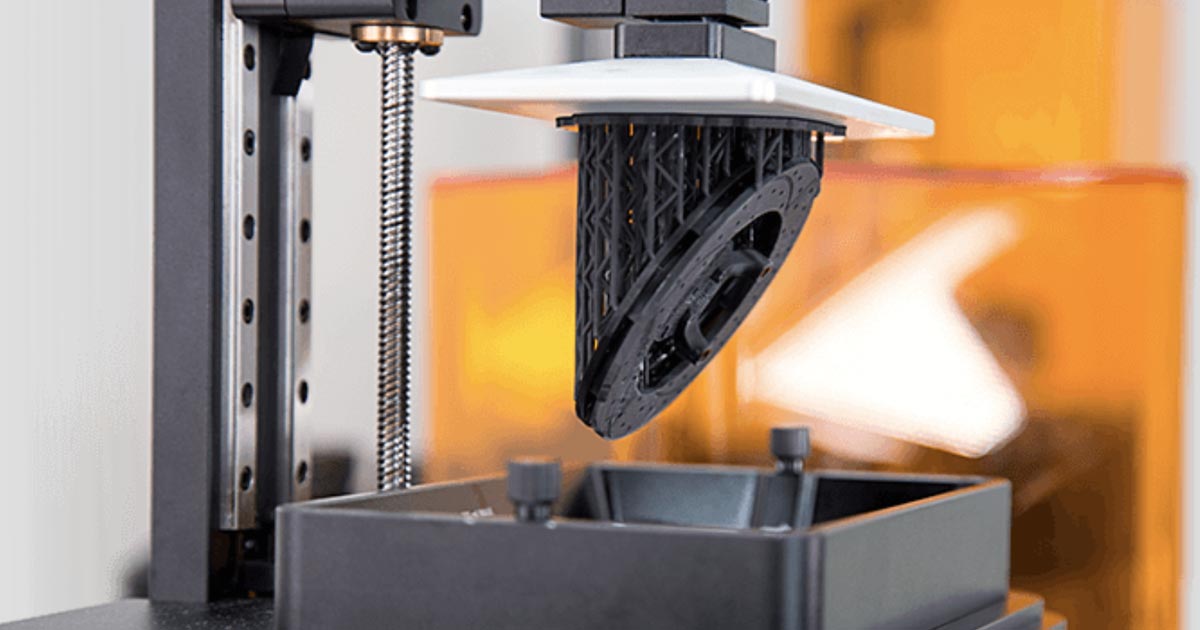
روش SLA و DLP
طی روش SLA مواد اولیه از جنس پلاستیک مایع به نمونه های جامد تبدیل می شوند. این فرایند در سال ۱۹۸۶ برای نمونه سازی سریع و ساخت مدل سه بعدی طراحی شده توسط نرم افزار CAD مورد استفاده قرار گرفت. در پرینترهای سه بعدی فرمت فایل ها باید به گونه ای باشد که بری دستگاه قابل شناسایی باشد.
فرمت استاندارد در بیشتر پرینتر های سه بعدی جهت پرینت ، STL می باشد. پرینترها با ساخت لایه ها بر روی هم عمل نمونه سازی را انجام می دهند و برای اینکار نیاز مند برش مقطعی از فایل سه بعدی هستند که فرمت SLA این فایل های سه بعدی را با برش به صورت مقطعی برای دستگاه قابل شناسایی می کند.
در SLA برخلاف تکنولوژی های دیگر ، با استفاده از یک مایع و تابیدن اشعه بر روی این مایع و در نهایت جامد شدن آن قطعه ساخته می شود و دارای مخزنی که با پلاستیک مایع پوشانده می شود، پلت فرم سوراخ داری که حجم مخزن را کاهش می دهد، اشعه ماوراء بنفش و فایل سه بعدی می باشد.
تولید قطعه در این روش بدین گونه است که ابتدا لایه ای نازک (بین 0.15 تا 0.05 میلی متر ) بر روی پلت فرم های سوراخ دار گذاشته می شود و سپس با تاباندن اشعه ماوراء بنفش اولین لایه به وسیله فایل سه بعدی آن ساخته می شود و پس از آنکه مخزن پلت فرم کاهش یافته و لایه اول به صورت جامد و جسمی سخت تبدیل شد، سطح جدیدی از پلیمر را به پلت فرم اضافه کرده و دوباره با تاباندن اشعه لایه بعدی به لایه قبل چسبیده و شروع به سفت و سخت شدن می کند. این روند برای تمامی لایه های قطعه مورد نظر تکرار می شود تا نمونه کامل شود. پس از اتمام کار نمونه را در کوره ای از اشعه پخت می دهند تا به شکل واقعی نمونه نزدیک شود. SLA بهترین راه برای تولید نمونه های اولیه بسیار دقیق، با دوام و ارزان قیمت است.
پرینترهایی که با این روش انجام می دهند اشیاء با پیچیدگی های بسیار بالا را که به روش سنتی بسیار وقت گیر و از دقت پائینی برخوردار است را به راحتی و با دقت بسیار بالا انجام میشود. SLA در بسیاری از صنایع مانند پزشکی، خودرو سازی مورد استفاده قرار می گیرد. این روش که اولین فرآیند افزایشی برای قطعه سازی سریع است هنوز هم بسیار متداول بوده و شرکت های بسیاری از این فرایند برای ساخت نمونه های اولیه ارزان قیمت؛ با کیفیت و سریع استفاده میکنند.
روش DLP مشابه روش SLA بوده که تنها تفاوت این روش ها با هم منبع نوری است که در آنها به کار برده می شود. DLP با استفاده از منبع نور معمولی مانند لامپ های الکتریکی کار می کند و به تمام سطح مخزن پلیمر اعمال می شود. ساخت آن نسبت به تکنولوژی های SLA بسیار سریع تر و دقیق تر می باشد و قطعات تولیدی نیز از وضوح بالایی برخوردار هستند. یکی از مزایای روش DLP این است که مخزن با عمق کم مورد نیاز است که این امر باعث پایین آوردن هزینه و کاهش ضایعات تولید است.
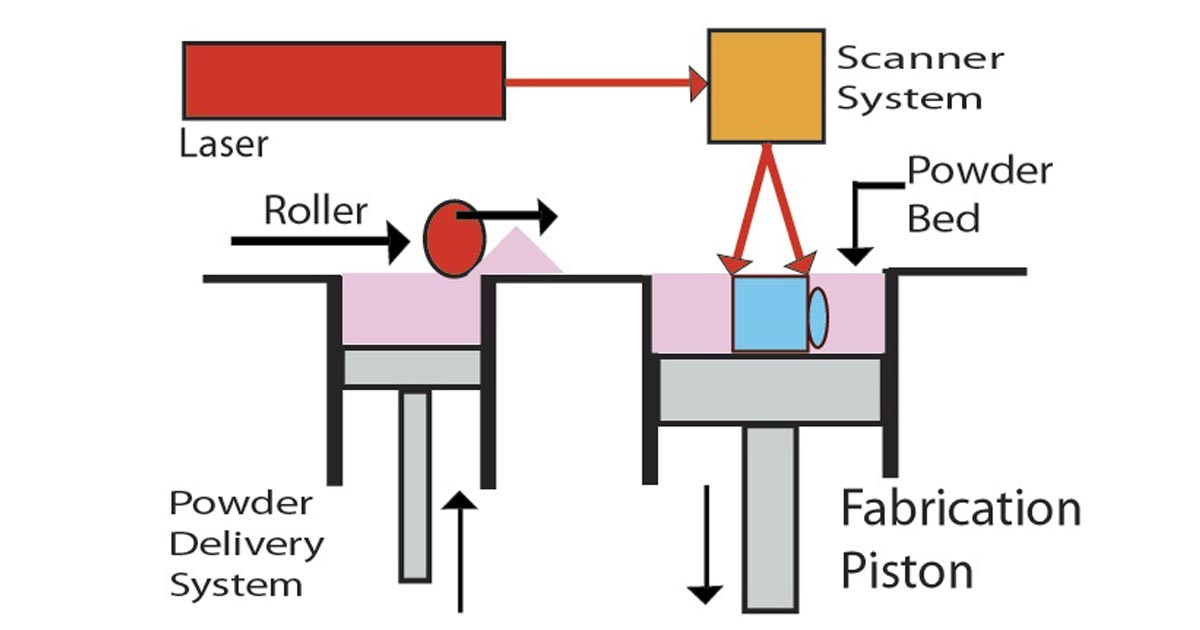
روش SLS
SLS یکی از روش های تولید افزایشی است که با استفاده از لیزر باعث رسوب مواد اولیه (که معمولاً فلز است) می شود. در این روش لیزر به طور خودکار نقاط تعریف شده را هدف قرار داده و مواد اولیه را برای ایجاد یک ساختار جامد به هم متصل و پرینت می کند. SLS تکنولوژی است که به طور جامع برای قطعه سازی سریع و تولید قطعات کم حجم استفاده شده است و در حال گسترش می باشد.
در این روش پرینتر از یک نوع منبع تغذیه بالا مانند یک لیزر استفاده کرده و مخلوطی از ذرات ریز مواد اولیه مانند پلاستیک، فلز، سرامیک را به توده ای جامد سه بعدی تبدیل می کند. روش لایه سازی در این تکنولوژی به این صورت است که ابتدا لایه ایی از مواد اولیه بر روی پلت فرم قرار داده و پس از جامد شدن و لایه سازی توسط لیزر، لایه بعدی مواد اولیه را بر روی لایه قبل قرار می دهد و این روند تا کامل شدن قطعه مورد نظر ادامه دارد.
موادی از جنس پلیمرها مانند نایلون ،پلی استر، فلزات (از جمله فولاد، تیتانیوم) و کامپوزیت ها می توانند به عنوان مواد اولیه در این روش به کار می روند که قطعه ساخته شده به وسیله این مواد از استحکام بالایی برخوردار بوده و حتی می توان این قطعات را به عنوان قطعه نهایی به کار برد. تکنولوژی SLS با توجه به توانایی که در ساخت قطعه با هندسه های پیچیده دارد، به عنوان یکی از پر کاربردترین روشهای ساخت نمونه اولیه در صنایع مختلف مورد استفاده قرار می گیرد.
متریال های قابل استفاده در پرینت سه بعدی
متریال های قابل استفاده بسیار گسترده هستند و روزانه بر تعداد آنها افزوده می شود. تعدادی از متریال های اصلی پرینتر سه بعدی به شرح زیر می باشد.

-
پلاستیک PLA
این متریال از پودر ساخته شده است و مقاوم و انعطاف پذیر است قابلیت ساخت اجسام متحرک مانند چرخ دنده را به ما می دهد، حداقل ضخامت آن 1 میلی متر است و در هر میلی متر 10 لایه می باشد. در بطور طبیعی سفید رنگ است ولی در رنگ های متنوع موجود می باشد.
-
پلاستیک ABS
این متریال بسیار مقاوم و انعطاف پذیر می باشد و حداقل ضخامت آن 1 میلی متر می باشد و در هر میلی متر 3 لایه می باشد. پلاستیک ABS در رنگ های متنوعی از جنس لوگو موجود می باشد.

-
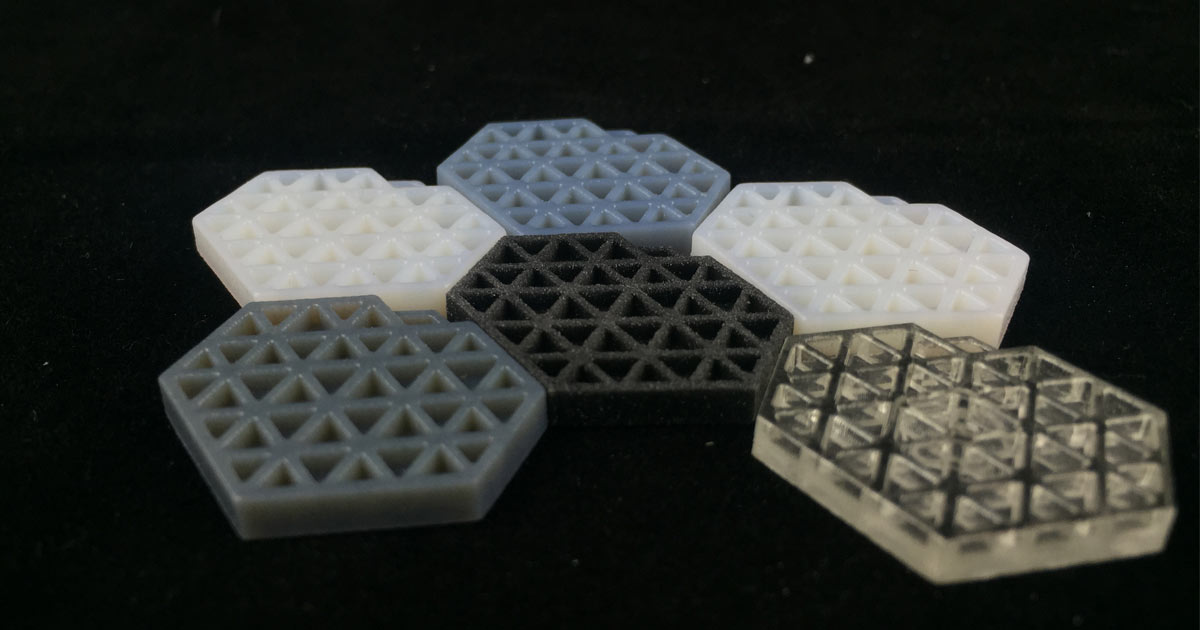
رزین
رزین فوتوپلیمر که با اشعه فرابنفش سخت می شود و مقاومت و انعطاف پذیری قابل تنظیمی دارد. جنس آن سخت و کمی ظریف است و حداقل ضخامت ان 1 میلی متر است و در هر میلیمتر 10 لایه متریال می باشد. دقت پرینت سه بعدی رزین بالا است و به نسبت پلاستیک هزینه بالایی خواهد داشت. زرین ها در انواع رنگ های سفید و سیاه و شفاف موجود می باشند.

-
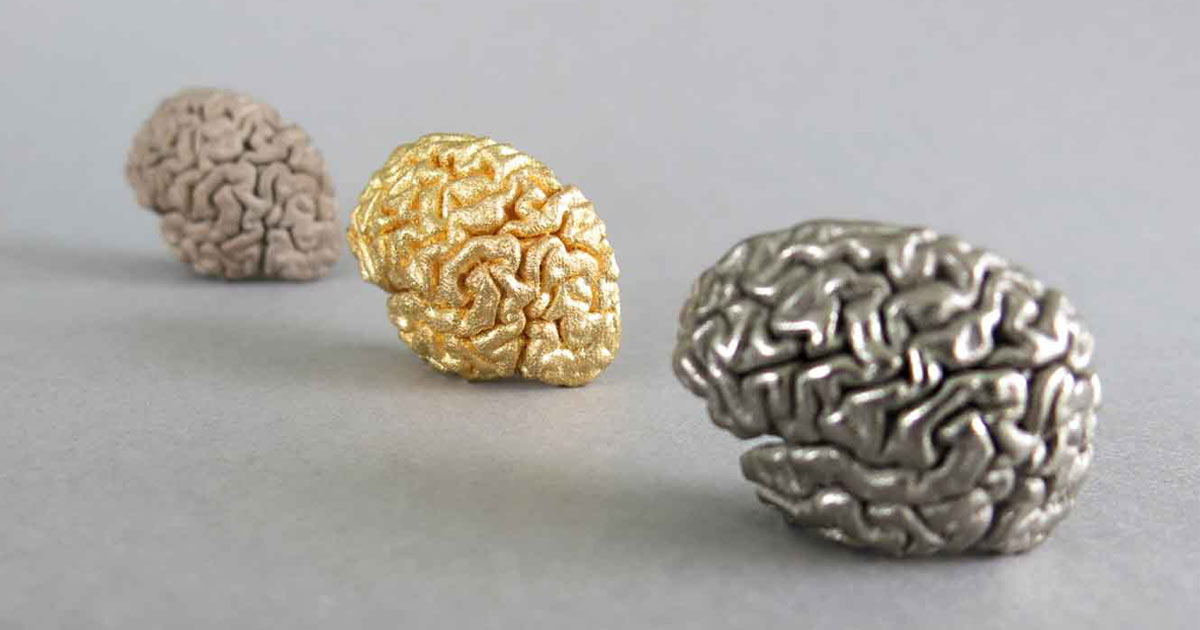
فولاد
فولاد قابلیت ساخت چند مرحله ای و یا ساخت مستقیم از پودر را دارا می باشد. بسیار سخت و مقاوم است و حداقل ضخامت آن 3 میلی متر است و در هر میلی متر 6 لایه می باشد. دقت پائین تری نسبت به رزین ها دارد ولی هزینه بالاتری نسبت به پلاستیک و رزین ها بجا می گذارد. از فولاد در روکش گذاری طلا و برنز جهت متریال پرینت سه بعدی استفاده می کنند.
-
طلا و نقره
طلا و نقره با مقاومت بسیار بالا و بسیار سخت می باشند. استفاده از آنها بصورت قالب گیری امکان پذیر می باشد و حداقل ضخامت آن 0.5 میلی متر است که در هر میلی متر 10 لایه می باشد. دقت آن نسبت به فولاد و رزین و پلاستیک بالاتر و هزینه پرینت سه بعدی آن بسیار بالا می باشد.
-
تیتانیوم
پرینت سه بعدی این متریال با استفاده از سخت کردن مستقیم لیزری بدست می آید. تیتانیوم بسیار مقاوم و سخت است و حداقل ضخامت آن 0.2 میلی متر است که در هر میلی متر 30 لایه می باشد. تیتانیوم از مقاوم ترین متریال های موجود است و بالاترین دقت و بیشترین هزینه را در بین متریال ها به خود اختصاص داده است.


-
سرامیک
پرینت سه بعدی سرامیک بسیار ظریف و سخت می باشد و حداقل ضخامت آن 3 میلی متر است که در هر میلی متر 6 لایه می باشد. رنگ معمول آن سفید می باشد و در هنگام کار ابتدا سرامیک پرینت می شود و سپس سطح آن براق می شود. سرامیک کمترین دقت و هزینه را در بین متریال های موجود برخوردار می باشد.
-
سنگ گچ
گچ متریال ظریف و سختی در حین کار است به طور طبیعی سفید و از پودر ساخته شده است و قابلیت رنگ آمیزی دارد. حداقل ضخامت آن 2 میلی متر و در هر میلی متر 10 لایه می باشد. در بین متریال ها از هزینه کمی برخوردار است و نسبت به سرامیک از دقت بالاتری دارد.
محبوبترین متریالها کدامند؟
PLA یا پلی لاکتیک اسید :
نوعی پلیاستر آلفاتیک ترموپلاستیک قابل تجزیه زیستی میباشد که از منابع تجدید پذیر مانند نشاسته ذرت یا نیشکر به دست میآید. PLA پس از مصرف به مواد طبیعی و بدون ضرر تجزیه میشود.
مزایای متریال PLA
- عدم وجود دود های سمی طی فرایند کار
- کارکرد آسان نسبت به بقیه فیلامنتها به خصوص برای افراد تازه کار
- تاب برداشتن و دفرمه شدن خیلی کم در حین کار
- قابل دسترس بودن در رنگها و صورتهای خاص مانند رنگهای درخشان در تاریکی (شبتاب) و نیمه شفاف
معایب متریال PLA
- جاذب رطوبت است که میتواند باعث ترد شدن فیلامنت شود
- نسبت به ABS دارای استحکامی کمتر و ترد تر است.
- در دمای حدود 50 درجه سانتیگراد نرم و دفرمه می شود
ABS یا همان Acrylonitrile Butadiene Styrene:
فیلامنت ABS نسبت به بقیه فیلامنتها ارزان تر است و دارای استحکام خوبی بوده و نسبت به فیلامنت PLA منعطف تر است و مقاومت به گرمای بالایی دارد که این خصوصیات باعث شده از این فیلامنت برای تولید قطعات اصلی و کاربردی استفاده بیشتری شود.
نقاط قوت:
- ارزان بودن
- مقاومت فیزیکی نسبتا خوب در استفاده های مکرر و طولانی مدت
- مقاومت گرمایی بسیار مناسب تا دمای 90 درجه سانتیگراد
نقاط ضعف:
- نیاز به Heat bed برای چاپ موفق در عین ارزان بودن فیلامنت
- انتشار جزئی گازهای سمی و خطرناک در حین ذوب
- قطعه مستعد تاب برداشتن و خم شدن در حین پرینت
- دمای بالای ذوب و مصرف برق بیشتر دستگاه
Petg:
فیلامنت PETG ورژن گلیکول دار از متریال PET است که اغلب برای بطری های آب و آشامیدنی استفاده میشود. فیلامنت PETG یک متریال نیمه جامد است که مقاومت ضربه ای خوبی داشته، اما سطح نرم آن باعث شکل پذیری آن شده است. PETG دارای ویژگی های حرارتی برجسته ای است طوری که توانایی قرار گرفتن در محیط بسیار سرد نظیر یخچال را دارد.
نقاط قوت :
- سطح پایانی صاف و براق
- چسبیدن خوب و آسان به سطح صفحه گرم
- بی بو بودن در حین پرینت
- توانایی قرار گرفتن در محیط های سرد مانند یخچال
- مقاومت به حرارت و گرما تا حدود 80 درجه سانتیگراد
- تاب برداشتن کمتر نسبت به ABS در حین پرینت
نقاط ضعف :
- ضعف در تولید ساپورت مناسب برای قطعه
- نیاز به دمای 230 تا 250 درجه برای Extruder
- نیاز به دمای 70 تا90 درجه برای میزگرم
فیلامنت پلی اورتان ترموپلاستیک یا TPU :
TPU فیلامنت انعطاف پذیر می باشد که برای پرینت مشابه سازی قطعات لاستیکی به کار می رود که در برابر روغن، سایش، گریس و مواد شیمیایی مقاوم است. علاوهبر اینها مقاومتی که در دمای پایین از خود نشان میدهد موجب شده تا شکننده و مستعد پیچ و تاب خوردن نباشد.
TPU اگرچه فیلامنتی با مقاومت متوسط است اما در برابر نیرو و فشارهای بالا نسبت به PLA و ABS مقاومت بیشتری از خود نشان میدهد. درجهی سختی یک ماده به مقاومت آن در برابر تورفتگی اشاره دارد. درجهی سختی این فیلامنت معمولا از 75D تا 98A است.
مزایا
- قابل بازیافت
- سهولت در رنگآمیزی
- دارای خاصیت ارتجاعی
- مقاوم در برابر سایش
- لمس دلپذیر
- چسبندگی لایه عالی
- مقاومت در برابر روغن، گریس و حلالهای دیگر
- انعطافپذیری بالا در رنج دمایی وسیع
- مقاومت زیاد در برابر هوا و تابش
معایب :
- سمباده پذیری نه چندان خوب
- سرعت پایین پرینت با پرینترهای لوله تفلنی
گرانتر بودن نسبت به بقیه فیلامنتها


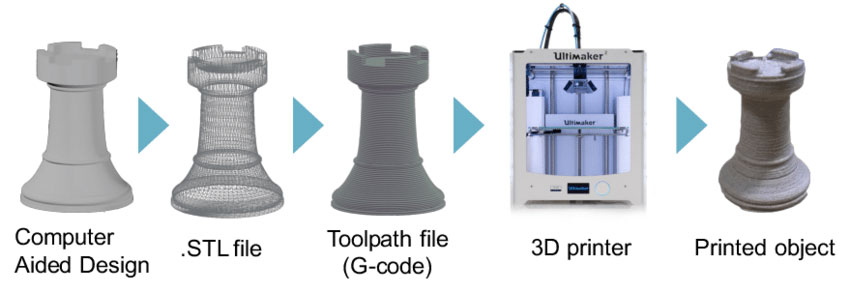






























 فرآیند تولید سه بعدی به طور معمول با یک مدل سه بعدی آغاز می شود که بعد از آن به عنوان یک فایل STL صادر می شود. شما میتوانید با
فرآیند تولید سه بعدی به طور معمول با یک مدل سه بعدی آغاز می شود که بعد از آن به عنوان یک فایل STL صادر می شود. شما میتوانید با